
Mold 3D printing shortens the cooling time of injection molded products by 68%?
Mold 3D printing shortens the cooling time of injection molded products by 68%?
For an injection molded product, its molding cycle is affected by many factors, such as: filling time, holding time, sol time, mold opening and closing time, but the longest and most important one is cooling. time.
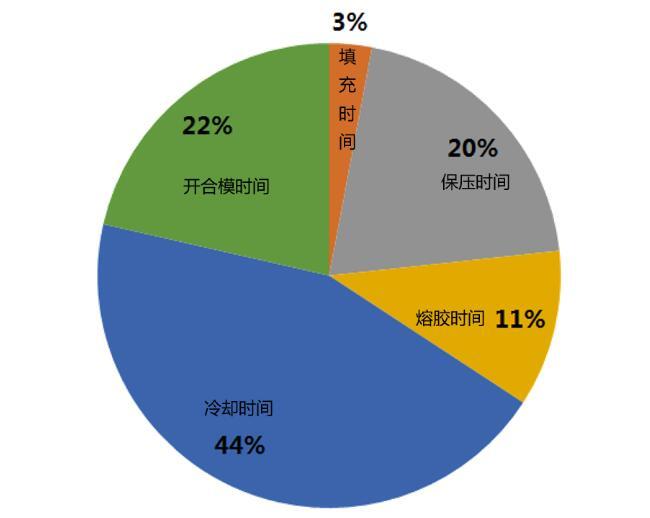
Figure 1: Proportion of molding time of a certain injection product
With the development of science and technology, the pace of society has been accelerating, and the upgrading and updating of new products have become more frequent. my country's mold industry has also continued to improve its technical level in recent years. Shanghai Yisu Laser is a leading company that continues to research and apply the most cutting-edge mold technology, such as the previous hot runner, in-mold cutting and in-mold filming, to the current rapid prototyping 3D printing technology in the mold industry development and application.
We know that the biggest advantage of the application of 3D printing technology in traditional molds is: shortening the cooling time and improving the product yield. Since 2015, ESU has successfully printed thousands of application cases, and the cooling time has been shortened by about 30%-50% on average, and some of these cases have even exceeded 60%. Today I will share with you ESU Yisu An example of a product that shortened the cooling time by 68%.
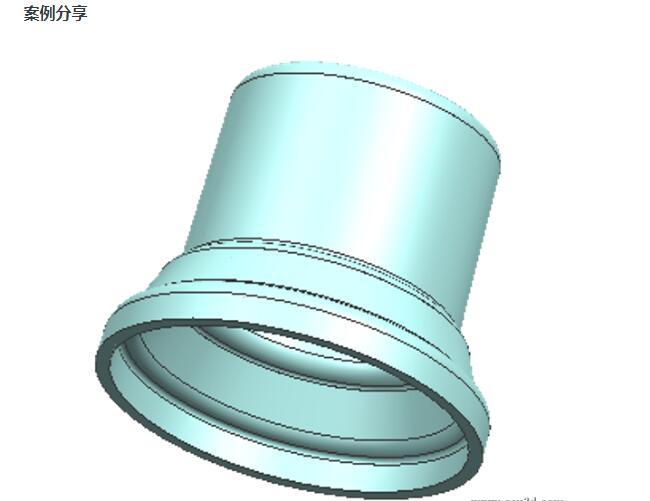
Figure 3: Plastic parts of a certain electronic product
As shown in Figure 3, this product is an electronic plastic product of a customer of ESU Yisu. From the 3D model diagram, it is not difficult to find that the difficulty of the product design scheme lies in:
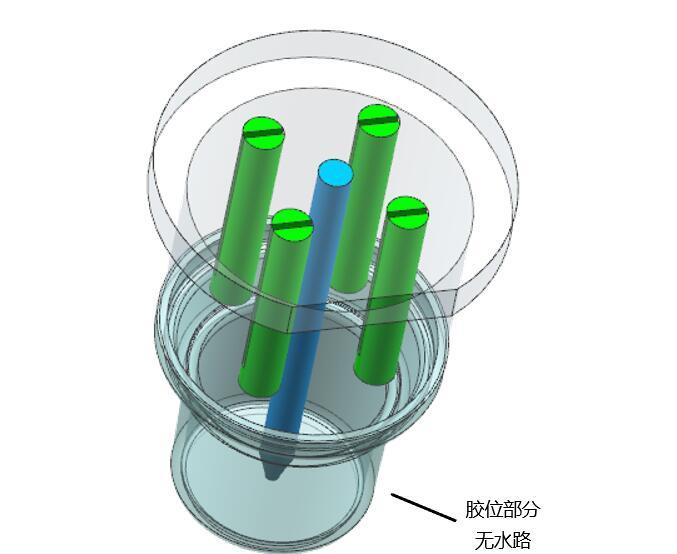
Figure 4: Common waterway scheme
· Due to the appearance requirements of the customer's products, it is necessary to hide the glue inlet and adopt the cold runner inverted processing method.
· The wall thickness of the customer's product is up to 3mm.
· The product head has a deep cavity and a small diameter, so that ordinary machining cannot make the water path of the back mold insert go deep into the glue position.
· As a result, the temperature of the glue position is relatively high, and the cooling time is long, which may easily cause burns to the parts.
Through mold flow analysis, we record: the time for the common solution mold to reach the ejection temperature is 24.98s
