
There are several ways to place a gas vent to the mold?
Gas vent
There are several ways to place a gas vent to the mold, but it can be classified broadly into the following three
ways.
・ Gas venting from the divided face of the mold
・ Gas venting from the cavity and core part
・ Gas venting by other special way
(2) Gas venting from the divided face of the mold (parting line)
Vent depth should be 0.005mm to 0.02mm, and generally placed on the following location.
① Preferably far from the gate.
② Place where weld lines tend to occur.
③ End part of the runner or sub runner.
(3) Gas venting from the cavity and core part
1) Method using ejector pin
Ejector pin and its hole clearance is used in this method. The clearance of pin and its hole should be 0.02mm to 0.03mm if the pin diameter is about 5mm to 10mm. If it is thinner than this, 0.01mm to 0.02mm is general for the clearance.
2) Method using core pin
If there is tall boss or rib on the part of the product, vent by making clearance around the core pin.
3) Method by layered nesting block
As a method of gas venting of tall rib, use the clearance made by layered nesting composed of thin blocks. Also, insert a flat part of the cavity as layered nesting, and vent from the clearance of that thin plates.
(4) Gas venting by other special way
There is a method that ventilates a gas instantaneously by making high-vacuum state inside the cavity, using the vacuum pump. This method is an ideal as a gas venting method, and also effective for transfer accuracy upgrading against the mold cavity, but as disadvantage, the cost of equipment will be expensive, and mold construction will be complicated.
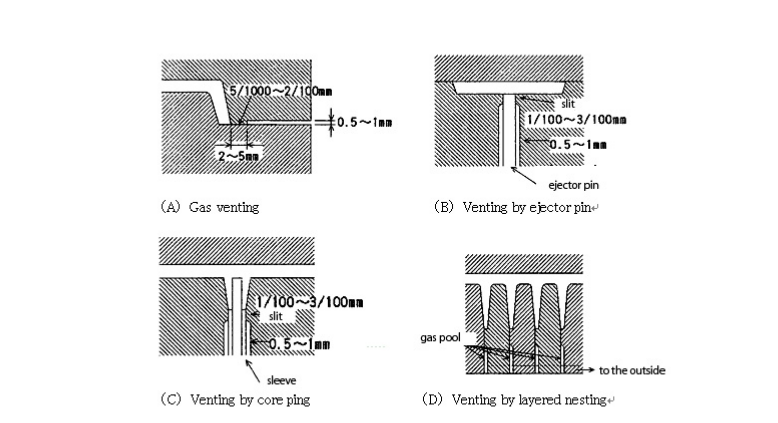
Figure 2-16 Example of gas vent structure
