
Countermeasure against deformation in cylinder molded product
Countermeasure against deformation in cylinder molded product
(1) Triple or quadruple-point gate is preferred, since it can directly get in from longitudinal direction. In the
case of the side gate or submarine gate, make the runner go around and prevent the core from falling over by making it two to three points.
(2) In the case of double cylinder, the rib thickness should be 1/3 of the base, because the joint rib thickness
will affect to the roundness.
(3) Cooling the core pin is very important element. Other than direct water cooling and heat pipe indirect
cooling, little ingenuity is required such as air cooling or using special material that have good heat conductivity, when the pin is thin.
(4) Shape should be all similar in whole circumference. If there is a segmental part, placing a dummy bridge and cut after cooling will be an effective method to prevent falling down.
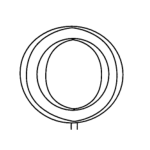
(A) Side gate
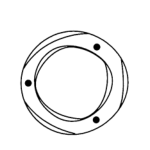
(B) Pin gate
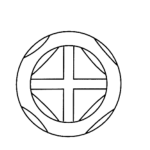
(C) Spoke gate
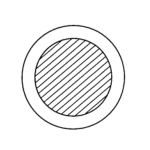
(D) Diaphragm gate
Figure 3-3 Gate type and roundness of cylinder molded product

Figure 3-4 Making multipoint by runner in submarine gate case
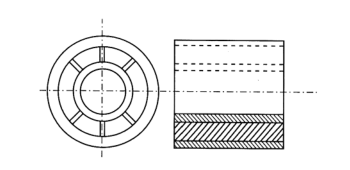
Figure 3-5 Joint rib in double cylinder case
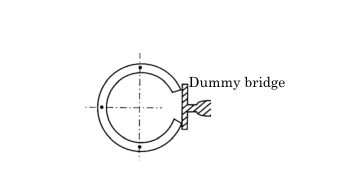
Figure 3-6 Example of dummy bridge placement on segmental part
